I made a three sided nameplate for my goddaughter Kaitlyn’s 1st birthday. The main body is basswood and “Kaitlyn” is inlayed on each side of the...

Always Working on Something



I made a three sided nameplate for my goddaughter Kaitlyn’s 1st birthday. The main body is basswood and “Kaitlyn” is inlayed on each side of the...

F-Engrave 1.50 has been released and is now available on the F-Engrave page. Here are a few of the highlights from this release: Modified...
The latest version of F-Engrave includes major improvements to the v-carve calculation speed. The first is based on input from geo01005. He...
I released a new version of F-Engrave with minor fix to better v-carve imported DXF files with small imperfections. F-Engrave V1.37.
I have had some feedback from ShapeOko users indicating that there are some issues using the default F-Engrave output with GRBL. I thought I...
F-Engrave Version 1.32 is now available on the F-Engrave Web Page. This release includes a few minor items that I have had backlogged for a...
I made a quick release of F-Engrave Version 1.31 to fix a new bug that was preventing batch mode from working in version 1.30. I have a backlog of...
Version 1.21 of F-Engrave is now available. More command line options have been added. A new batch mode (-b,--batch) that skips the GUI. ...
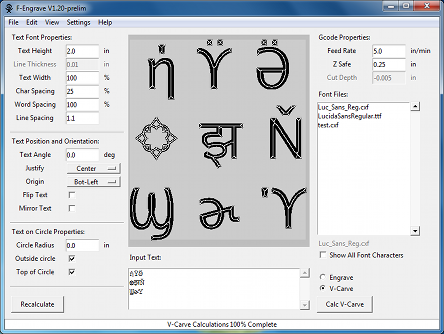
F-Engrave 1.20 with extended character support is now available for download. To enable extended characters in F-Engrave there is a new setting...