Using F-Engrave with GRBL (ShapeOko)
I have had some feedback from ShapeOko users indicating that there are some issues using the default F-Engrave output with GRBL. I thought I would take some time and describe the problems that people are having and discuss the F-Engrave settings needed to produce g-code that GRBL can run.
First, F-Engrave defines variables for the feed rate and engraving cut depth that are not compatible with GBRL. This problem can be solved by checking the “Disable Variables” check box in the F-Engrave Settings window. This will prevent F-Engrave from writing the incompatible variables to the g-code output file.
Second, F-Engrave uses incremental distance mode for arcs. In order to ensure that g-code interpreters read the data correctly the code G91.1 is set in the g-code output (setting the arc distance mode to Incremental). Unfortunately GRBL does not support reading the G91.1 code. To eliminate the incompatible G91.1 code from the F-Engrave output F-Engrave users need to un-check the “Enable Arc Fitting” option in the F-Engrave Settings window. (Alternatively the G91.1 code can be manually removed from the g-code file.)
Update: Apparently GRBL misreading the G91.1 code also results in the next g-code line, which set the units (in or mm), being skipped/misread. I also see there is some discussion about fixing the G91.1 g-code problem on the ShapeOko forum.
I recently updated F-Engrave to suppress writing the G91.1 code when arc fitting is disabled so be sure to use F-Engrave version 1.34 or higher to make sure the G91.1 is not written by F-Engrave.
If you get this error:
“Error while starting file stream: Command #3 too long: (55 > 50) ‘(Settings used in f-engrave when this file was created)’ ”
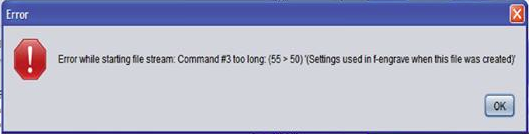
This error is generated because the length of some of the lines in the comments section of the g-code file are too long for GRBL. The comments can be suppressed in the F-Engrave “General Settings”. The F-Engrave comments allow users to recover the settings that were used to generate any given g-code output. Suppressing the comments disables this feature of F-Engrave. Disabling the comments is a new feature in F-Engrave version 1.49.
In summary, to generate g-code compatible with GRBL:
- Use F-Engrave version 1.49 or higher
- Select the “Disable Variables” check box in the F-Engrave “General Settings” window
- Un-select the “Enable Arc Fitting” check box in the F-Engrave “General Settings” window
- Select “Suppress Comments” in the F-Engrave “General Settings” Window
These settings (and all of the other settings) can be saved and loaded every time F-Engrave starts up. Use the “Configuration File – Save” button in the F-Engrave “General Settings” window to save these and all other settings from session to session.